-
Products
-
Lab Instruments
Titration Systems Other Instruments
-
Lab Meters and Probes
Calibration Standards Other Meters and Probes
- Chemistries, Reagents, and Standards
-
Online Analyzers
EZ Series Analysers
- Iron
- Aluminium
- Manganese
- Phosphate
- Chloride
- Cyanide
- Fluoride
- Sulphate
- Sulphide
- Arsenic
- Chromium
- Copper
- Nickel
- Zinc
- Ammonium
- Total Nitrogen
- Phenol
- Volatile Fatty Acids
- Alkalinity
- ATP
- Hardness
- Toxicity
- Sample Preconditioning
- Boron
- Colour
- Nitrate
- Nitrite
- Silica
- Hydrogen Peroxide
- EZ Series Reagents
- EZ Series Accessories
- EZ sc Series Inorganics
- EZ sc Series Metals
- EZ sc Series Nutrients
- Flow and Collections
-
Online Sensors and Controllers
Conductivity Sensors
- 3400 Analogue Contacting
- 3400 Digital Contacting
- 3700 Analogue Inductive
- 3700 Digital Inductive
- 9523 Cation Conductivity
- Multiparameter Online Panels
- Claros Water Intelligence System
- Test Kits & Strips
-
Microbiology
Prepared Media
- BARTS
- Liquid MPN
- MUG Tube
- Membrane Filtration
- Paddle Testers
- Presence-Absence
- Total Count Media
- Yeast and Mold
Labware- Accessories
- Funnels, Pumps & Manifolds
- Microbiology Filters
- Petri Dishes & Accessories
- Sampling Bags
- Vials, Tubes, Bottles & Racks
-
Lab Equipment and Supply
ApparatusInstruments Glassware/PlasticwareGeneral Lab Consumables Safety Equipment Books and Reference Material
- Samplers
- Industrial UV
- Electrochemistry
-
Lab Instruments
- Parameters
- Industries
- Support
- Service
- e-Shop
- Brands
Login





Lost Product Detection and Prevention Using TOC Monitoring of Wastewater
Problem
The international dairy industry accepts a “standard” lost product figure of 2-3% annually. Even with a these low percentages, the loss can be very high in monetary terms. The cost of spilt milk is definitely worth shedding some tears.
Solution
The BioTector B7000i Dairy online TOC analyzer was developed specifically for the dairy industry. Much of the global success of these analyzers stems from the fact that they can overcome the obstacles faced in such harsh sampling and measurement conditions.
Benefit
Hach’s reliable TOC monitoring allows greater stability of wastewater loading, protection against overloading, and optimization of WWTP capacity. It also enables rapid response to product loss incidents, delivering process optimization and cost reductions.
Background
Historically, many processing plants viewed production and wastewater treatment as two entirely separate functions. This is changing as raw material costs increase, margins tighten, the market changes, and competition becomes more intense. Therefore, cost management is more important than ever. Process wastewater is infamous for carrying valuable product away from the plant, and away from the bottom line.
International experts concur that approximately 2-3% of the total amount of milk purchased annually by dairy processors is lost during processing. Some of this is an inevitable part of processing output, but some of the loss could be avoided. As an extra commercial headache, pollutants generated by industry are very often these same losses in production. So, not only does lost product cost in terms of the wasted raw materials, but it also costs to treat it at the wastewater treatment plant (WWTP). Production and treatment of each pound of BOD in a dairy processing environment is expensive, particularly since the average plant will produce millions of pounds of BOD each year.
Processing Challenges for TOC Measurement
Dairy Processing is a very challenging environment for an analyzer due to the fats, oils, grease, and solid waster (FOGS), salts, and particulates that are inevitably present in process streams. Many on-line TOC analyzers fail under these harsh and challenging process and wastewater conditions.

Figure 1: A BioTector analyzer has been monitoring TOC on this dairy wastewater pond since 1997, with an uptime greater than 99.7%
Table 1: Correlation of TOC to BOD and to COD
|
Factor for Wholemilk |
TOC |
BOD |
COD |
| Analysis Cycle Time | <7 minutes | 5-7 days | 2-3 hours |
| Accuracy | ±3% | ±20% | ±5% |
| TOC Factor | 1 | ~2 | ~3 |
Processing Challenges for TOC Measurement
TOC analysis in a dairy plant determines the quantity of milk products present in wastewater discharge lines at a given point in time. TOC is a more reliable method of analysis than milk-water interface (turbidity) analyzers and other optical measurement methods as these cannot correctly quantify the lost product and are subject to clogging and fouling.
Of all available measurement technologies, TOC is by far the most reliable method and it has the best relationship–much better than COD–versus the volume of the lost product. Besides this, TOC is also considered by many to be the most cost-effective, accurate, and timely test with less interferences than alternative parameters (see Table 1). Hach BioTector analyzers can automatically correlate all TOC measurements, taken at intervals of ~6 minutes, to BOD and COD measurements.
Lost Product Detection
Table 2 details a “typical dairy plant” model with processing volumes of over 130 million gallons per year, raw material (milk) prices averaged over a five year period and lost product levels of 2.5%.The model shows how this plant produces and treats more than 2.9 million pounds of BOD each year– each pound of BOD takes 2.44 gallons of milk to produce. Therefore, the actual lost product is 3.3 million gallons of milk, which equates to approximately $4.4 million loss each year.
How Does TOC Monitoring Reduce Lost Product Levels?
Due to the reliability and accuracy of the BioTector analyzer, it is used as a management tool to make unquestionable decisions; to respond to incidents immediately, and to optimize processes and process insight. Production teams are more informed and therefore more accountableas are their maintenance departments.
Table 2: Outlining Lost Product Costs + Savings
Lost Product Savings
Model of a “Typical Dairy Plant”
Working with our client base, our distributors and industry experts over two decades, we have developed a model of a “typical dairy plant”. This model shows that, typically, lost product levels can be reduced by a conservative 15% using TOC monitoring. There is a direct correlation between levels of lost product and wastewater loading. Clients report 15-40% reduction to wastewater loading as a result of using TOC monitoring.
| Processing volumes: milk gallons per annum (PA) |
Pounds of BOD produced and treated PA |
Milk gallons required to produce 1 pound of BOD 1 |
Lost gallons to produce total BOD |
Lost product level |
Farmgate price per gallon 2 |
Cost of 2.5% lost product |
Annual savings from ‘typical’ 15% reduction due to monitoring |
| 132,000,000 | 2,976,000 | 1.11 | 3,302,150 | 2.5% | $1.36 | $4,432,000 | $664,800 |
1 Each gallon produces 0.9 pounds of BOD
2 Irish Food Board: average price 2007-2011
Dollar amounts are based off of Euro conversions as of 7/2015.
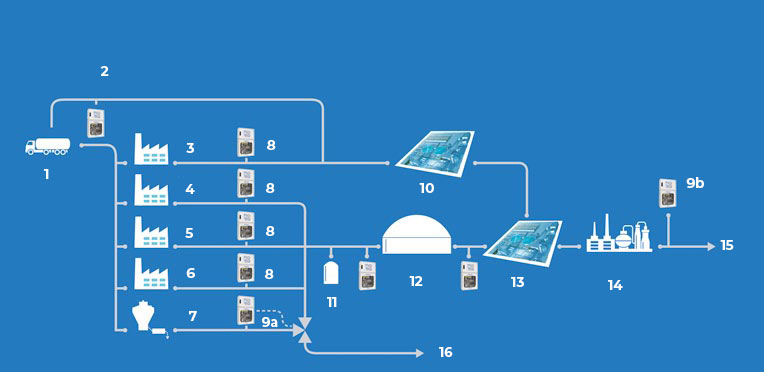
Figure 2: Best practice dairy approach
- 1a - Milk intake
- 2 - Tanker wash water
- 3 - Whey plant
- 4 - Cheese plant
- 5 - Butter plant
- 6 - Powder plant
- 7 - Spray dryer
- 8 - Plant waste
- 9a - TOC TN
- 9b - TOC TN TP
- 10 - Chemical treatment system
(pH balancing and removal) - 11 - Balance Tank
- 12 - Anaerobic digester
- 13 - Secondary treatment
- 14 - Tertiary treatment
- 15 - Final discharge to local river
- 16 - May be used as grey water for
washing or discharged
directly without treatment
WWTP teams can regulate and optimize their treatment processes, and process and WWTP teams work together more cohesively.
If a spill happens somewhere on the plant, the analyzer alarm alerts the team via the SCADA/DCS network and mobile phones, so management and operators are quickly supplied with accurate information. Generally, it takes a short time to get to the source of the problem.
A best practice approach is to locate analyzers on process streams and use the TOC measurement information to detect and prevent sources of product loss, subsequently increasing plant yield (see Figure 2).
Solution and Improvements
The BioTector B7000i Dairy TOC analyzer was developed specifically for the Dairy Industry. Typically, lost product levels can be reduced by a conservative 15% using reliable TOC monitoring. There is a direct correlation between levels of lost product and wastewater loading. Clients regularly report greater than 15% reduction to wastewater loading as a result of using reliable TOC monitoring, with some clients achieving as much as a 40% reduction. Given this scenario, typical dairy plants could save c. $675,000 each year by reclaiming only 15% of product that was once lost in wastewater. This figure relates solely to liquid milk costs and does not factor in additional processing costs (e.g. labor, energy, etc.) which could be even higher. Continuing with the typical
Table 3: WWTP Cost Savings
Wastewater Treatment Plant Savings
Model of a “Typical Dairy Plant”
| Pounds of BOD being processed PA |
Annual WWTP running costs 1 |
Cost to treat each pound of BOD |
Annual savings from ‘typical’ 15 % wastewater loading reduction |
‘Typical’ estimate to produce and treat 1 pound of BOD |
| 2,976,002 | $780,486 | $0.58 | $116,340 | $1.75 |
1 Industry supplied “conservative” estimate including: energy, chemicals, labor, maintenance
Dollar amounts are based off of Euro conversions as of 7/2015.
dairy plant model in Table 3, TOC monitoring could directly save a plant up to $116,000 each year in reduced treatment costs.
The unique BioTector Two Stage Advanced Oxidation (TSAO) technology gives consistent accuracy and reliability so that clients can have confidence in the TOC measurements. TSAO eliminates buildup problems from salts (up to 30% w/w), calcium sludge (up to 12% w/w), particulates, sludge, and FOGS that lead to analyzer drift.
Typical industry sampling tube is ≤0.8 mm ID (inner diameter), whereas the BioTector B7000 sampling tubes are 3.2 mm ID. The powerful TSAO oxidation method allows particulates of up to 2 mm to be taken into the measurement for a more representative sampling. It also has up to one-thousand times bigger sample volumes to be used for reliable and representative sample measurement in comparison with conventional technologies. Hach BioTector analyzers can also be modified to monitor TOC + TN, TOC + TN + TP, or even COD/BOD.
A BioTector analyzer automatically self-cleans all parts of the analyzer, thus preventing clogging, sample contamination, and inaccurate results. The Hach Dairy BioTector B7000 analyzer only requires calibration and preventative maintenance in six-monthly intervals. These analyzers have delivered consistently high performance in dairy applications, meeting MCERTs certified uptime of 99.86% and typical result accuracy and repeatability better than ±3% of reading.
Figure 3: BioTector B7000i Dairy On-line TOC Analyzer
Conclusion
There is much anticipation in the European dairy industry surrounding the on-farm milk volume expansion following the abolition of European milk quotas in 2015. Supplier surveys indicate that milk production will increase dramatically between 2015 and 2020. This will create many opportunities for the dairy industry, and many new challenges in terms of sustainability, process efficiencies, and WWTP capacity– challenges that Hach will continually work with the dairy industry to address with reliable and cost-effective solutions.
Are you interested in more information about our solutions for food? Click here.